图纸描述:
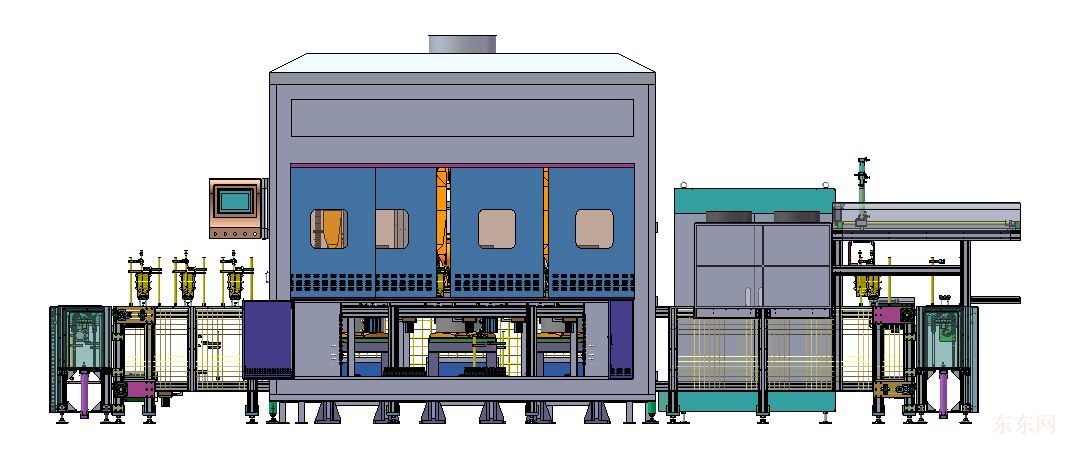
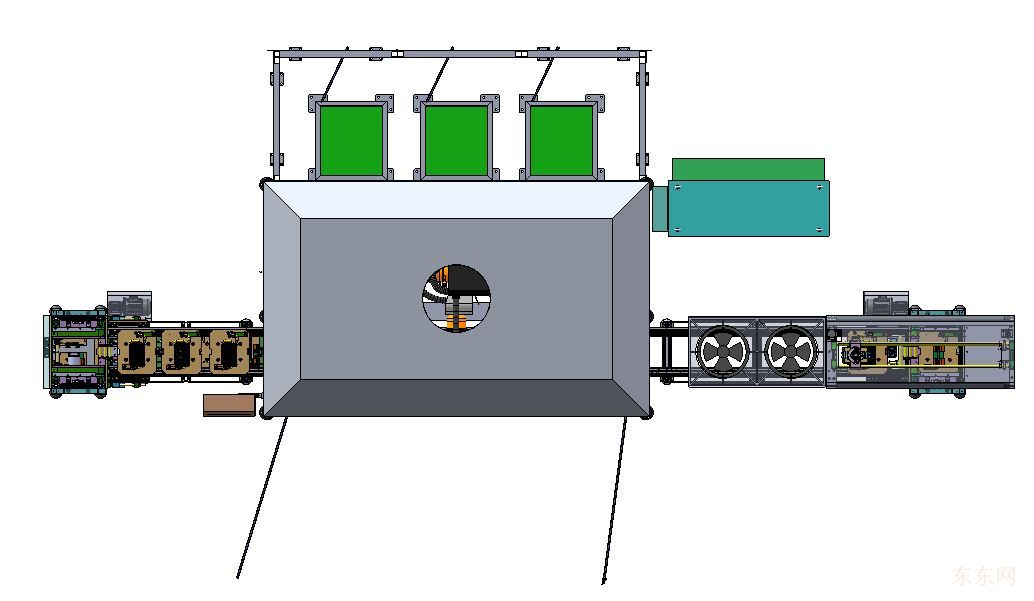
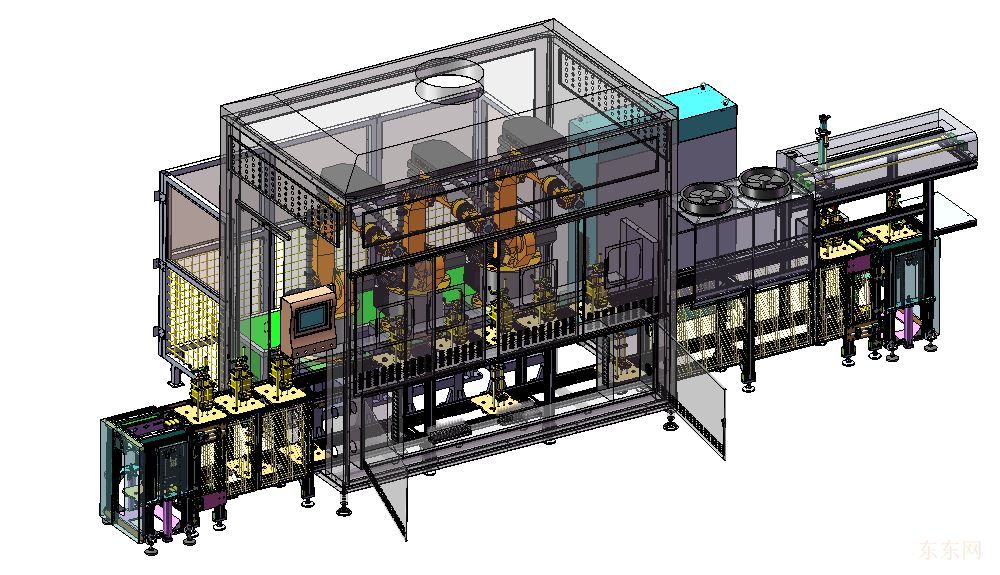
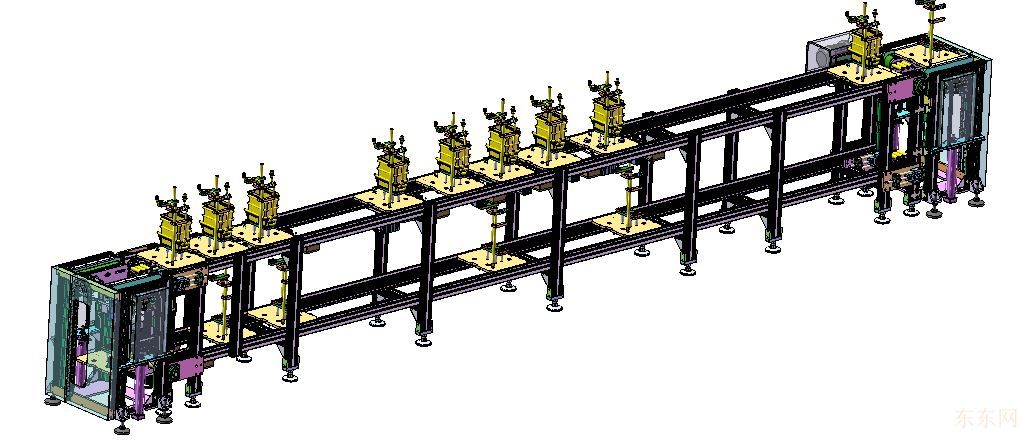
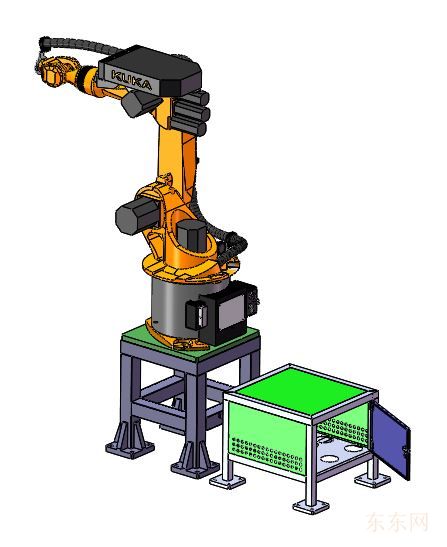
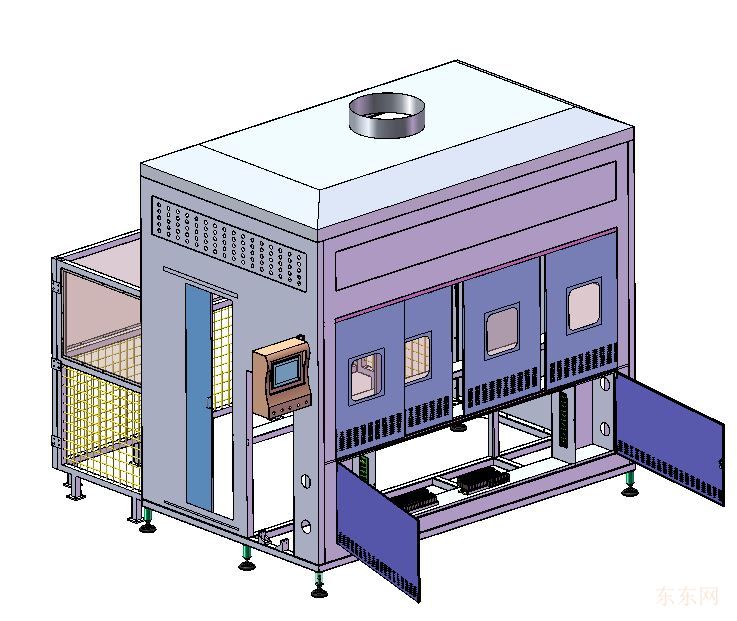
设备由模块式结构,主要分为机体模块、机械人模块和输送线模块。托盘立式循环式物料运输、机械人焊接(只焊水箱进、出水管),整体机构灵活、美观。
整体工艺流程:
人工将水箱装至托盘工装上 水箱自动运输至焊接区 水箱精定位 机械人自动定点焊接进水管 机械人自动定点焊接出水管 机械人自动定点焊接固定板 人工卸料
具体工艺流程如下:
(1)人工将水箱装至上料区1#升降台托盘工装上并插好进、出管;
(2)装料完成,上料区上阻挡器放行
(3)倍速链线托盘工装负载着产品运动至自动焊接区域1,并在阻挡器的作用下静止在自动焊接区内;
(4)自动焊接区1上精定位装置将托盘工装顶起(托盘工装精定位);
(5)1#铜管焊接机械人开始对产品进行加热焊接(若无焊点在此区域焊接则1#机械人无动作);
(6)结束后,1#焊接机械人退回;
(7)自动焊接区上精定位装置将托盘工装重新放置在倍速链线上;
(8)自动焊接区上的阻挡器放行;
(9)托盘工装负载着产品运动至自动焊接区域2,并在阻挡器的作用下静止在自动焊接区内;
(10)自动焊接区2上精定位装置将托盘工装顶起(托盘工装精定位);2#焊接机械人开始对产品进行加热焊接(若无焊点在此区域焊接则2#机械人无动作);
(11)焊接结束,2#焊接机械人退回;
(12)自动焊接区上精定位装置将托盘工装重新放置在倍速链线上;
(13)自动焊接区上的阻挡器放行;
(14)托盘工装负载着产品运动至自动焊接区域3,并在阻挡器的作用下静止在自动焊接区内;
(15)自动焊接区3上精定位装置将托盘工装顶起(托盘工装精定位);3#焊接机械人开始对产品进行加热焊接(若无焊点在此区域焊接则3#机械人无动作);
(16)焊接结束,3#焊接机械人退回;
(17)自动焊接区上精定位装置将托盘工装重新放置在倍速链线上;
(18)自动焊接区上的阻挡器放行;
(19)人工卸料;
(20)工装板从2#升降台自动循环到下层流水线到上料位置。