图纸描述:
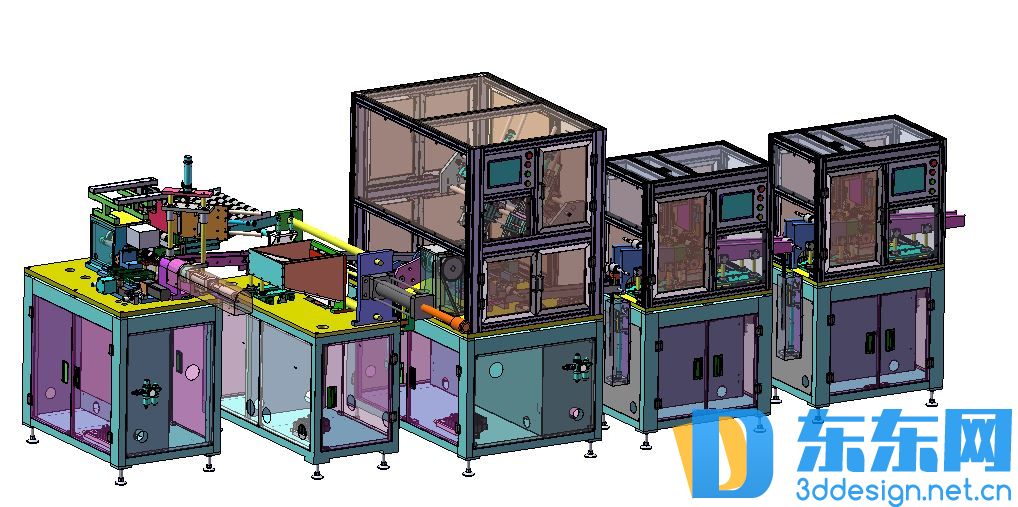
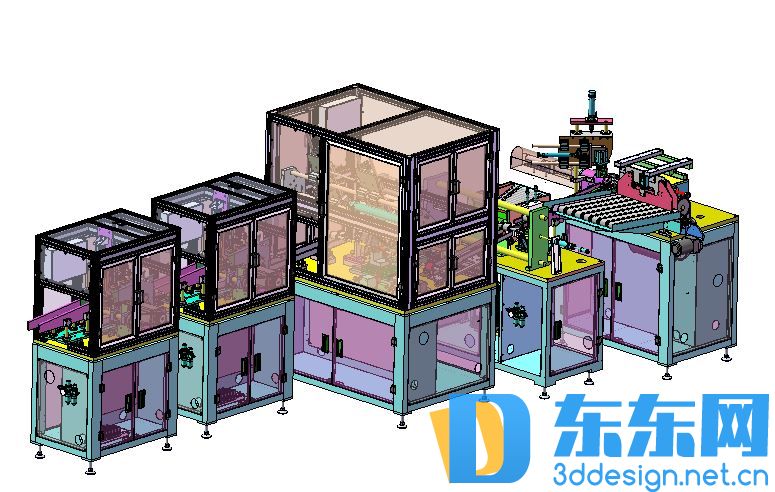
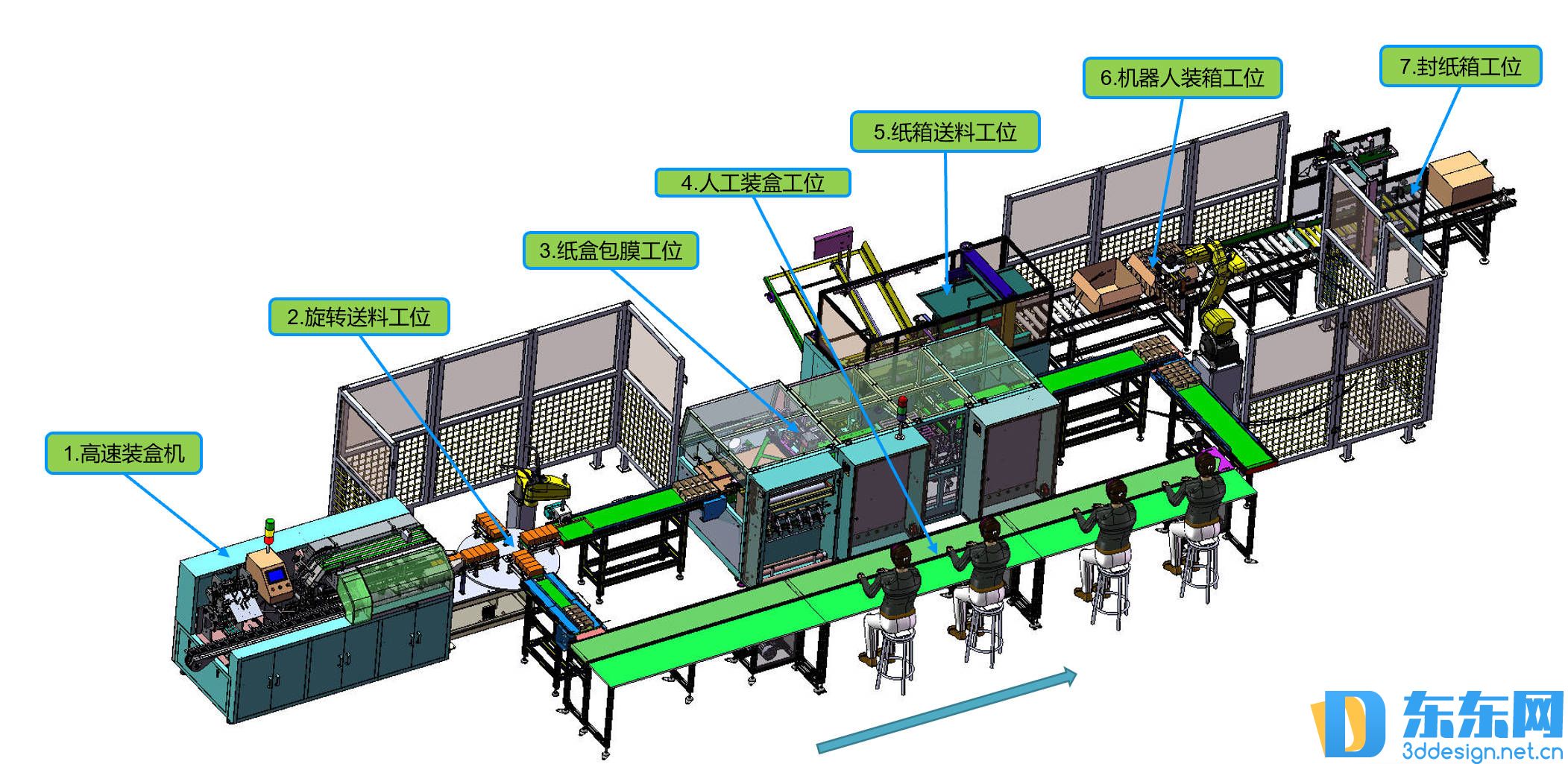
工艺:人工放鼠笼毛坯、转子轴到上料区→粗车(第一台机)→压配心轴(第二台机)→精车(第三台机)→抛光(第四台机)→涂油(第五台机)。
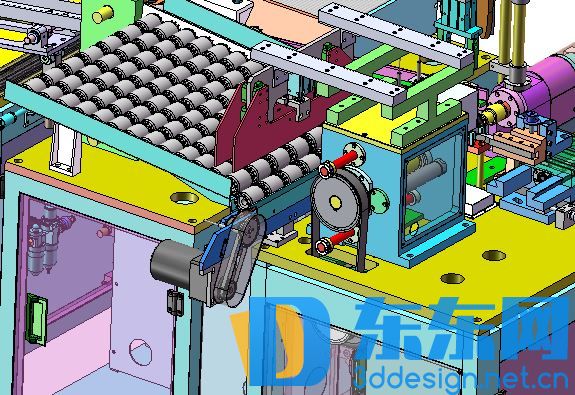
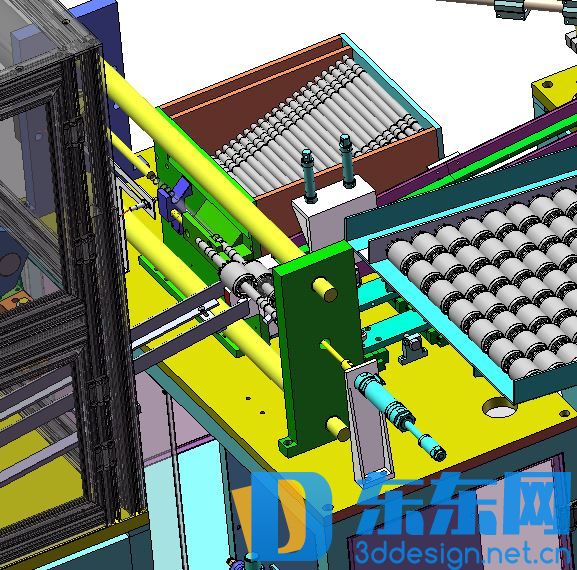
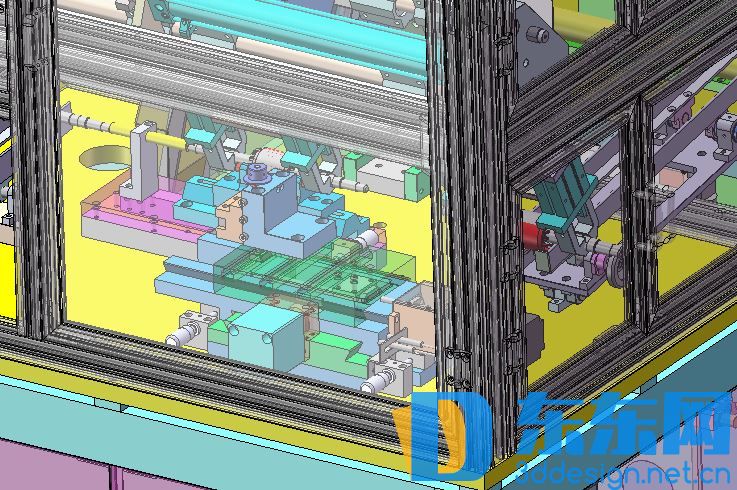
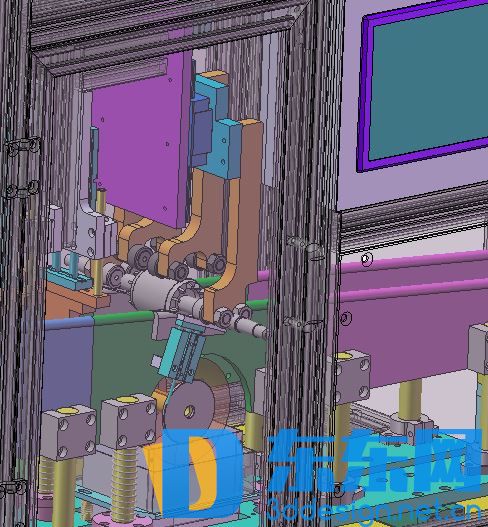
动作:皮带自动上鼠笼到粗车机粗车→气缸自动抓取粗车后的鼠笼上滑轨,滑到入轴机入轴→气缸顶升转子进入滑轨,滑到底端后,气爪抓取转子到精车机上精车→气爪抓取精车后的转子进入滑轨,滑到底端后,顶升气缸顶升转子进入抛光机滑轨,到达指定位置,压紧旋转抛光→顶升气缸顶升转子进入滑轨,滑到底端后,顶升气缸顶升转子进入涂油机滑轨,到达指定位置,压紧旋转涂油。
优点:原车削工艺是将心轴与转子毛坯压配后在同一个工位进行粗车和精车,由于粗车切削量较大,产生较大的切削力容易使心轴压弯,因此车削精度较新车削工艺低。生产率方面,原车削工艺在同一个工位上完成粗车、精车,与新工艺相比,其粗车切削量又较小。如果新工艺在两个工位上工件的搬运时间和装夹时间少于旧工艺中的对刀或换刀时间则新工艺效率更高。由于微型电机转子较小,批量搬运折合到每个工件上的时间很少,在精车工位能否采用快速装夹或无需装夹成了问题的关键。
此图是新的非标设备,解决了以上问题的关键,由solidwoks设计,结构复杂详尽,欢迎下载学习!